
Formed strip brush integrated molding addresses the most common failure I see in industrial brush sealing: filament separation from the backing. In fifteen years of designing brushes for equipment manufacturers, I have learned that the manufacturing process directly controls whether a bristle will hold under thousands of cycles or pull out after a few weeks. Integrated molding locks each filament into a continuous polymer channel at the extrusion stage, forming a mechanical bond that does not depend on secondary crimping or adhesives. This article explains the engineering behind that bond, the material choices that influence it, and what to verify before specifying a formed strip brush for your application.
How Integrated Molding Redefines Strip Brush Construction
A conventional strip brush is assembled by punching filament into a pre-formed metal channel and then mechanically crimping the channel closed. This works for many static sealing jobs, but the crimp is a stressed joint. Under dynamic movement, vibration, or thermal cycling, the metal can relax slightly and filaments start to loosen. Adhesives can help, but they introduce their own aging characteristics.
Integrated molding eliminates the crimp entirely. The brush channel is extruded from a thermoplastic base, typically polypropylene or a reinforced polymer, and the filament is embedded into the molten channel in a single continuous process. As the polymer cools, it shrinks around each filament root, creating a retention wall that grips the bristle along its entire embedded length. The result is a homogeneous brush profile where filament and backing form one structural unit rather than an assembly of separate parts.
What Is a Formed Strip Brush?
A formed strip brush is a sealing or wiping component where the brush filament is permanently fused into an extruded plastic base during manufacturing. The base can be straight, angled, or curved, depending on the die shape. Unlike metal-backed strip brushes that rely on mechanical retention, the formed brush obtains its holding strength from the molecular grip of the cooled polymer.
How Integrated Molding Secures the Filament
The extrusion die controls the filament feed angle and the melt flow around each bristle. We optimize three parameters: melt temperature, cooling rate, and filament tension at the point of embedment. When these are balanced, the polymer encapsulates the filament root completely and forms a collar that resists pull‑out forces. Even if the filament bends repeatedly at the face of the brush, the stress is absorbed by the flexible polymer collar rather than being concentrated at a sharp metal edge.
Why Filament Retention Determines Long-Term Performance
Filament loss is not just a cosmetic issue. In a weather seal for a sliding door, a single missing bristle creates a gap that can grow over time as adjacent filaments take more load and eventually shed. In a cleanroom conveyor seal, loose bristles become contamination. In a dust shield for a machine tool, the loss of a few filaments can turn a fine dust barrier into an ineffective curtain.
I have seen high‑cycle door applications where a crimped metal‑back brush began shedding bristles within three months, while a formed polypropylene brush in the same slot kept a full filament array past a year of daily use. The performance difference comes down to fatigue: the metal crimps work‑harden and eventually lose spring force, while the polymer collar in an integrated brush flexes without permanent deformation. Once you understand that the retention mechanism is a load‑bearing joint, you start specifying it the same way you would a bearing or a spring.
Common Failure Modes of Conventional Strip Brushes
Crimped brushes fail in three primary ways: the metal channel relaxes and loses clamping force; corrosion develops between dissimilar metals (for example, a steel channel with stainless wire); and adhesive embrittlement occurs in high‑temperature environments. Each of these is a consequence of the multi‑part construction.
How Integrated Molding Eliminates Retention Failure
Because the brush channel is a monolithic polymer, there is no metal‑to‑metal junction that can corrode or relax. The filament is held by the polymer’s shrink‑fit, not by friction at a crimp point. In our experience, even after prolonged flexing, the polymer collar shows no measurable loss of grip when the extrusion parameters are correctly set. This property makes formed strip brushes especially suitable for applications where reliable performance over many cycles is non‑negotiable.
Material Options for Formed Strip Brushes
The polymer base is most often polypropylene for general‑purpose sealing, but we also use nylon or thermoplastic elastomers when higher temperature resistance or flexibility is required. Filament selection determines the brush’s working properties.
| Filament Material | Best For | Continuous Temperature Range | Wear Resistance |
|---|---|---|---|
| Polypropylene | Weather sealing, food contact | -20°C to +80°C | Moderate |
| Nylon 6/6 | Abrasive environments, high‑cycle doors | -40°C to +100°C | High |
| Nylon 6 | Medium‑duty industrial seals | -40°C to +120°C | Good |
| Abrasive nylon with SiC grit | Aggressive cleaning or edge deburring | -20°C to +80°C | Excellent (cutting) |
For the backing, polypropylene extrusion covers most applications. If the brush must carry an impact load or mount to a metal surface, we sometimes co‑extrude the polymer channel over an aluminum stiffener. That combines the retention advantages of integrated molding with the rigidity of a metal mounting base.
Customizing Your Formed Strip Brush for Specific Applications
No two seal slots are the same. We adjust the channel dimensions, filament length, density, and color to match the installation footprint and the required degree of sealing. For a curved door sill, we can run a flexible channel profile that bends to the radius without kinking. For a gate guide that sees abrasive wood dust, we increase filament density and specify a wear‑resistant nylon grade.
These customizations happen at the die design stage, so it pays to involve the brush manufacturer early. In an OEM program, the upfront tooling investment is modest compared to the cost of seal failures after field deployment. We work with procurement teams and design engineers to prototype a profile that fits the existing slot and then refine the filament specification based on cycle tests. 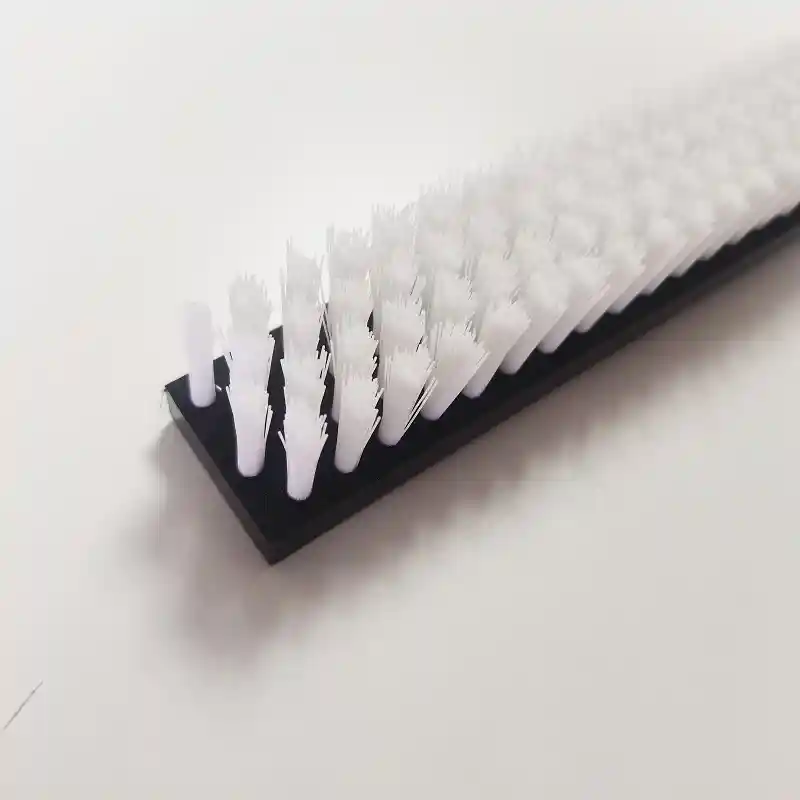
Common Industrial Applications Where Integrated Molding Outperforms
Dynamic door seals on transit buses, cleanroom wall‑to‑floor transitions, automated storage and retrieval system (ASRS) shuttles, dust containment hoods on packaging machines, and conveyor belt edge sealing in food processing are all applications where filament loss has direct operational consequences. In each case, the brush must keep its shape and filament array across hundreds of thousands of cycles. A formed strip brush does that without supplementary clamping or periodic retightening.
If your program involves abrasive media or fast‑reversing movement, it is worth confirming that the brush retention mechanism has been validated for those specific conditions before finalizing your BOM. Reach out at +86 1580 0932 713 or [email protected] with your load and speed parameters so we can confirm suitability before you commit to a tooling order.
What to Verify When Selecting a Formed Strip Brush Supplier
A formed strip brush is a custom‑engineered component masquerading as a commodity seal. The supplier’s extrusion capability determines the maximum base width, the achievable filament density, and the consistency of the retention force from batch to batch. Look for a manufacturer that runs its own extrusion lines and can provide process data such as pull‑out force testing on sample filaments.
Experience with export markets matters as well. Packaging for long‑distance transport, documentation for customs, and after‑sales technical support all become part of the procurement decision when the brush is going into a global supply chain. At Huixi Brush, we have been shipping formed strip brushes to Europe, North America, and Southeast Asia for over sixteen years, which means we are already aligned with the logistics and quality documentation requirements of international OEMs.

When filament retention fails in the field, it is rarely the material that was wrong. It is usually the manufacturing method. A strip brush that holds its bristles for the life of the machine starts with integrated molding. For procurement teams evaluating brush seals, verifying whether the brush is formed or assembled is as critical as selecting the right filament polymer. Share your gap dimensions, cycle rate, and environmental exposure, and we can confirm whether a formed strip brush integrated molding solution matches your program. Contact us at +86 1580 0932 713 or [email protected].
Common Questions About Formed Strip Brush Integrated Molding
What is the main difference between a formed strip brush and a crimped metal strip brush?
The core difference is how the filament is held. A formed strip brush uses a continuous polymer extrusion that encapsulates the filament root, creating a molecular‑level grip. A crimped metal brush relies on mechanical clamping that can weaken with vibration, corrosion, or thermal cycling. For dynamic applications where filament loss is a failure mode, the formed construction removes the weakest link in the retention chain.
Can a formed strip brush be installed in a curved slot?
It depends on the radius. Polypropylene‑based channels can be bent to follow gentle arcs without kinking. For tight radii below about 150 mm, we typically adjust the base thickness or switch to a more flexible channel material. In practice, most door and conveyor profiles we encounter can be accommodated by fine‑tuning the extrusion die.
When is integrated molding worth the extra cost over a standard strip brush?
If your seal experiences repetitive movement, vibration, or edge loading, integrated molding pays for itself by eliminating the most common failure point. In static weather seals where the brush is not cycled, a crimped metal‑strip brush may perform adequately at lower cost. The decision should be based on whether filament retention is a critical‑to‑quality parameter for your product.
What filament diameters are available for formed strip brushes?
We commonly supply filament diameters from 0.15 mm up to 1.0 mm in synthetic materials, with 0.3 mm to 0.6 mm being the most widely used for industrial sealing. The density, expressed in bristles per centimeter, can be set between roughly 30 and 120 filaments per centimeter, depending on the base width and the sealing target. Grit‑loaded abrasive filaments are available from 0.5 mm upward.
How do I confirm that a formed strip brush will perform reliably in my specific application?
A sample test in your actual slot profile is the most reliable way. Provide us with your slot dimensions, the movement cycle description, and any temperature or chemical exposure. We will produce a prototype section from production‑grade tooling so you can run a realistic bench trial. Share your requirements and we will confirm compliance documentation availability.
If you’re interested, check out these related articles:
wire wheel brush the right assistant for industrial cleaning and polishing
abrasive wheel brush a magical tool for industrial surface treatment
what you know about brass wire brush strip
brass brushes work perfectly for pipe cleaning

